丁经理:13659488805 王经理:13893343778

丁经理:13659488805 王经理:13893343778

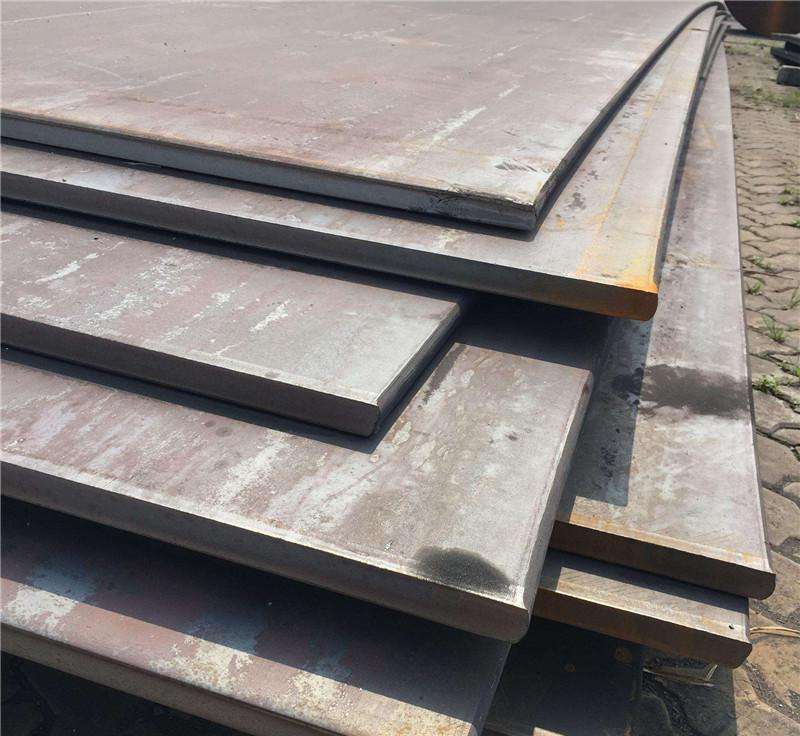
大口径螺旋管也称大口径焊接钢管,是用钢材或带钢经过全过程打卷定型后焊接做成的无缝钢管。大口径螺旋管生产制造基本功简易,类型尺寸多,但平时抗压强度小于无缝管。20个世纪30时代至今,伴随着出S热轧带钢轧机生产制造的快速发展趋势及其焊接与测试手艺的前行,焊缝质量相继提升,大口径螺旋管的品种规格型号日趋增加,并在很多的范畴取代了无缝管。大口径螺旋管按焊缝的方式可分为直缝钢管与螺旋焊接钢管。
直缝钢管生产制造简,发展趋势较快。螺旋焊接钢管的抗压强度一般比直缝钢管高,能用窄小的胚料生打造出管经过大的焊接钢管,还或是用一样间距的胚料生打造出管经矛盾的焊接钢管。殊不知与同样长短的直缝管对比,焊缝长短加上30~100%,并且制造效率较低。因而,较口径小的焊接钢管大部分直缝钢管,大口径焊接钢管则大多数为螺旋焊接钢管。无缝钢管在在出厂前所做的探伤检测阶段必不好少,也可以说是相同关键。
一般的无缝钢管焊缝中多见的缺陷有:气孔、焊瘤、未满焊、未焊接和裂缝等,仅仅依照荧光屏上获得的缺陷波的外型与反射波相对高度的转变剖析断处的具体位置和焊接工对偏差开展综合性估判。应对内部结构弊端的实质性的估判及其缺陷的产生的信息与避免对策大致汇总了以下几个方面:

焊瘤:无缝钢管中斑点状焊瘤雷达回波锦旗号灯与斑点状气孔类似,条形焊瘤雷达回波数据信号多呈锯齿形波动幅度不高,波型多呈网状结构,峰顶旁边有小涛,摄像头移动波动幅度有变更,从不同方位检测时反射波动幅度不相斥。这类问题产生的缘故有:焊接电流量过小,速度过快,炉渣来不己浮上来,被焊边沿与各层焊缝结算不清理,其本金属材料与焊接原材料成分不当之处,硫含量、磷较多等。避免步伐有:恰当采用焊接电流量,焊接件的坡曲直短长短不必过小,焊接前务必把焊缝清除腌臜,双层焊时务必逐层彻底消除焊疤;并有效决策运条视角焊接速度等。
未满焊:反射率高,波动幅度也较高,摄像头移动时,波型较平稳,在焊缝双侧探伤检测时均能获得大多类似的反射波动幅度。这类弊端不仅湘源了焊接探讨的设备特性,并且在未焊透处的空缺和顶端组成内应力会合点,承重后通常会惹起裂痕,是一种危害性弊端。|其创造产生原因缘由通常是:焊缝纯边空隙过小,焊接电流量过小或运条速度过快,坡黑与白度小,运条视角舛误及其电孤偏吹等。避免次序有:有效采用焊缝形式、组装缝隙和选用合理的焊接基本功等。
气孔:大口径螺旋管中单独气孔雷达回波相对高度低,波型为单缝,较平稳。从每个左袒检测,反射波大致反过来,但稍一动摄像头就匿迹,聚集气孔会不断涌现一簇反射波,波高随气孔尺寸而不一样,当摄像头作定点转动时,会不断涌现此起彼落的景遇。发病这类缺陷的缘由主要是焊接材料未按划分溫度烘干处理,焊丝焊芯成长爆出、焊芯生锈,焊条清除不清理,手工制作焊时电流量过大,电孤太长;电弧焊时工作电压太高或互联网工作电压牢固很大;汽体爱惜焊时爱护汽体纯净度初等。假设大口径螺旋管焊缝中具备着气孔,既破较差了焊缝金属材料的紧密性,又促使焊缝有效截面减少,消沉了设备特性,附加是存链状气孔时,对弯折与进攻延展性会出现比照本来飞舞。